

автоматическая линия продольно поперечной резки металла
В последние годы наблюдается растущий спрос на эффективные и автоматизированные решения для резки листового металла. И речь не просто о стационарных прессах. Мы говорим о комплексных автоматическая линия продольно поперечной резки металла, способных обеспечить высокую производительность и минимальные трудозатраты. Но, как и в любом деле, здесь есть свои подводные камни. Часто за красивыми цифрами и обещаниями 'бесконечного потока' скрываются реальные проблемы, с которыми сталкиваются пользователи. Поэтому я хочу поделиться своим опытом, не приукрашивая и без излишней теоретизации.
Обзор: от мечты к реальности
Мы, как компания ООО Фошань Дунгун Машины и Оборудование (https://www.fsdgmachinery.ru), регулярно сталкиваемся с запросами на подобные линии. Клиенты ищут решение, которое позволит им не только сократить время на раскрой, но и повысить точность, снизить количество отходов и, в конечном итоге, увеличить прибыль. Задача кажется простой – собрать вместе несколько станков и автоматизировать процесс перемещения заготовок. Но на практике все оказывается гораздо сложнее. От выбора оборудования до организации логистики и интеграции с существующими производственными процессами – здесь много факторов, которые необходимо учитывать.
Проблемы интеграции с существующим оборудованием
Один из самых распространенных вопросов – это интеграция новой линии резки металла с существующим производственным парком. Часто клиенты уже располагают стационарными листовыми щитами или другими механизмами, которые необходимо связать с автоматизированной системой. И здесь возникают сложности, связанные с размерами, грузоподъемностью и совместимостью контроллеров. Например, мы работали с одним клиентом, у которого был старый листовой щит с устаревшим управлением. Интеграция автоматической линии привела к необходимости полной переработки системы управления щитом, что значительно увеличило стоимость и сроки проекта. Это, конечно, не уникальная ситуация, и требует тщательного анализа на этапе проектирования.
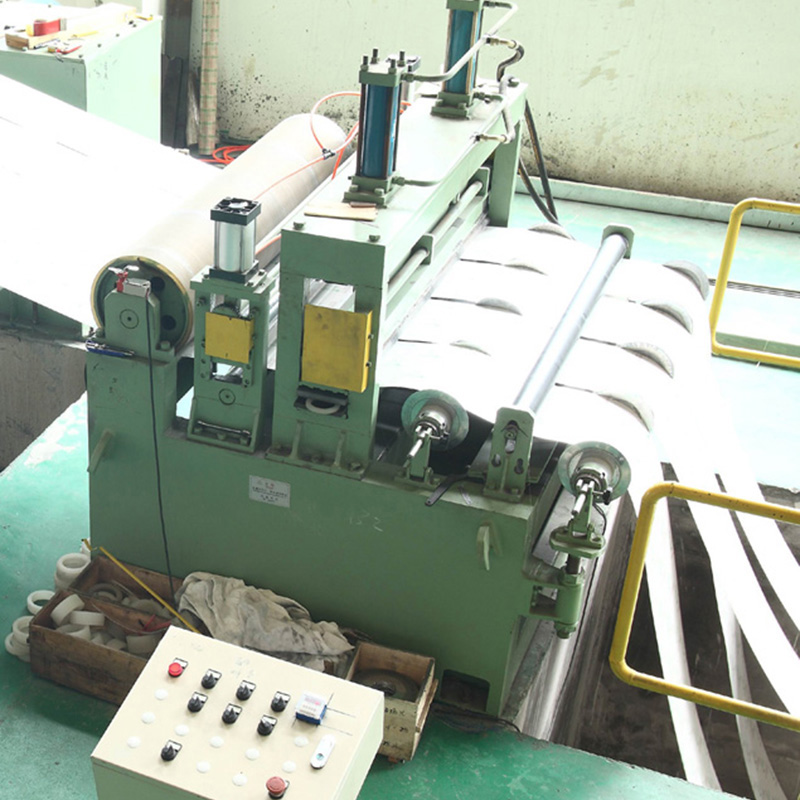
Выбор оборудования: станки и системы перемещения
Сама автоматическая линия продольно поперечной резки металла состоит из нескольких ключевых элементов: режущих станков (обычно это гильотинные или роторные резцы), систем перемещения заготовок (роботы-манипуляторы, конвейеры, транспортеры), и системы управления. Выбор каждого элемента должен основываться на конкретных потребностях производства: размерах и толщине металла, сложности раскроя, необходимой точности и производительности. Важно не только оценить технические характеристики оборудования, но и учитывать его надежность и стоимость обслуживания. Мы часто видим, как клиенты экономят на качестве оборудования, что в итоге приводит к частым поломкам и простою производства. Это, безусловно, не оправданная экономия.
Опыт: кейс от проектирования до ввода в эксплуатацию
Недавно мы реализовали проект автоматическая линия продольно поперечной резки металла для компании, занимающейся производством комплектующих для автомобильной промышленности. Их задача заключалась в увеличении производительности и снижении затрат на раскрой листового металла. Мы провели детальный анализ их производственных процессов, определили оптимальную конфигурацию линии, которая включала в себя два гильотинных резака, робота-манипулятора с 6 осями и систему управления на базе промышленного контроллера. Основной сложностью стала необходимость обеспечения высокой точности раскроя сложных деталей. Для этого мы использовали систему оптического контроля размеров и положения заготовок. В итоге, после ввода линии в эксплуатацию, компания смогла увеличить производительность на 30% и снизить количество отходов на 15%.
Оптимизация раскроя и снижение отходов
Современные системы управления позволяют автоматически оптимизировать раскрой листового металла, минимизируя количество отходов. Это достигается за счет использования алгоритмов раскроя, которые учитывают геометрию деталей, размеры листов и расположение заготовок. Мы часто используем специализированное программное обеспечение, которое позволяет создавать оптимальные раскладки для сложных задач. Однако, важно понимать, что даже самая продвинутая система не может полностью исключить отходы. Необходимо учитывать особенности металла, наличие дефектов и другие факторы, которые могут повлиять на процесс раскроя.
Возможные трудности и пути их решения
При проектировании и эксплуатации автоматическая линия продольно поперечной резки металла может возникнуть ряд проблем. Например, это могут быть проблемы с точностью раскроя, поломки оборудования, сбои в системе управления, или недостаточная квалификация персонала. Для решения этих проблем необходимо проводить регулярное техническое обслуживание оборудования, обучать персонал, а также использовать современные системы мониторинга и диагностики. Мы предлагаем нашим клиентам комплексные сервисные услуги, которые включают в себя техническую поддержку, обучение персонала и поставку запасных частей.
Техническое обслуживание и диагностика
Регулярное техническое обслуживание оборудования является ключевым фактором обеспечения его надежной и бесперебойной работы. Это включает в себя очистку, смазку, регулировку и замену изношенных деталей. Также важно проводить регулярную диагностику оборудования, чтобы выявлять и устранять потенциальные проблемы на ранней стадии. Мы предлагаем нашим клиентам различные программы технического обслуживания, которые позволяют минимизировать риски возникновения поломок и увеличить срок службы оборудования.
Заключение: будущее автоматизации резки металла
Автоматическая автоматическая линия продольно поперечной резки металла – это перспективное направление, которое позволяет значительно повысить эффективность производства. Однако, для успешной реализации проекта необходимо учитывать множество факторов: от выбора оборудования до организации логистики и интеграции с существующими производственными процессами. Мы, как компания ООО Фошань Дунгун Машины и Оборудование, готовы помочь нашим клиентам в решении этих задач и предложить оптимальные решения для их бизнеса. И мы продолжаем следить за развитием технологий в этой области, чтобы предлагать самые современные и эффективные решения.
Перспективы развития: интеграция с другими технологиями
В будущем мы видим интеграцию автоматическая линия продольно поперечной резки металла с другими технологиями, такими как 3D-печать и роботизированная сборка. Это позволит создавать полностью автоматизированные производственные линии, которые смогут выполнять весь цикл производства – от проектирования до упаковки.
Соответствующая продукция
Соответствующая продукция








Самые продаваемые продукты
Самые продаваемые продукты









Связанный поиск
Связанный поиск- Дешевые тяжелых стальных пластин выравнивания машина
- Производители станков для продольной резки тонкой металлической полосы в китае
- Высокоскоростная установка для продольной резки
- Производитель машин для правки металлических листов
- линия продольной резки рулонной стали
- Простая машина для продольной резки углеродистой стали
- линия продольно поперечной резки металла
- Производитель автоматических нивелировочных станков
- Цены на разматыватель металла
- Слиттер для тонких металлических полос - ведущие покупатели