

Завод по производству станков для продольной резки оцинкованного листа
Резка оцинкованного листа – задача непростая. Многие производители, особенно начинающие, недооценивают сложность этой операции. Просто взять станок и резать – не получится. Вопрос не только в мощности оборудования, но и в его способности справляться с коррозионно-стойким материалом, который часто имеет неидеальную поверхность и подвержен образованию стружки, склонной к задирам. Поэтому давайте разберемся, что требуется для успешного завод по производству станков для продольной резки оцинкованного листа, основываясь на собственном опыте и наблюдениях.
Проблемы, возникающие при резке оцинкованного листа
Первая проблема, с которой сталкиваешься сразу – это коррозия. Даже незначительные царапины на поверхности оцинковки быстро начинают ржаветь. Это не только ухудшает внешний вид готового продукта, но и создает дополнительные трудности при обработке, так как ржавчина может попадать в механизмы станка, приводя к их износу. Кроме того, оцинкованный лист имеет повышенную электропроводность, что может создавать помехи при использовании электроники в процессе резки и контроллинга. Это требует дополнительных мер защиты – заземления, специальных электродов и т.д.
Еще одна важная особенность – образование стружки. Оцинковка образует довольно липкую, клейкую стружку, которая сильно прилипает к деталям станка, особенно к режущему инструменту. Это приводит к необходимости частой очистки, что снижает производительность и увеличивает износ инструмента. Стружка также может закупоривать системы охлаждения и смазки, что приводит к перегреву и поломкам. В нашем случае, мы столкнулись с проблемой быстрого износа концевых ключей из-за забивания стружкой. Это, конечно, решается, но требует разработки эффективной системы удаления стружки.
Выбор оборудования: ключевые аспекты
Выбор станка – это, пожалуй, самый важный этап. Вариантов много: ленточные резка, ножницы, фрезерные станки с режущими дисками и т.д. Но для продольной резки оцинкованного листа чаще всего используют ленточные резка или ножницы. При этом, важно обращать внимание на следующие характеристики:
Во-первых, мощность станка должна соответствовать толщине материала. Не стоит экономить на мощности, иначе станок будет работать с перегрузкой, что приведет к его быстрому износу. Во-вторых, важна точность реза. Оцинковка – это часто высокоточное производство, поэтому даже небольшая погрешность может привести к браку. В-третьих, станок должен иметь надежную систему охлаждения и смазки, чтобы предотвратить перегрев и износ инструмента. И, конечно же, важна система удаления стружки – она должна быть эффективной и не допускать забивания. Мы, например, в одном из проектов, где производили детали для автомобильной промышленности, выбирали станок с интегрированной системой аспирации, которая отводила стружку и пыль прямо в фильтры.
Материалы режущего инструмента: выбор и обслуживание
Выбор режущего инструмента играет огромную роль в качестве и долговечности реза. Для резки оцинкованного листа используют различные материалы: твердые сплавы, быстрорежущие стали, керамические диски. При выборе инструмента важно учитывать толщину листа, его состав и наличие коррозии. Мы часто используем диски с алмазным напылением для резки тонкого оцинкованного листа – они обеспечивают очень точный и чистый рез. Но для более толстого материала лучше использовать твердосплавные диски.
Не менее важна правильная заточка и обслуживание режущего инструмента. Нельзя допускать, чтобы инструмент был тупым или поврежденным. Регулярно проверяйте состояние инструмента и своевременно затачивайте или заменяйте его. Это поможет избежать брака и продлить срок службы инструмента. Мы разработали отдельную программу обслуживания режущего инструмента, которая включает в себя регулярную проверку и замену дисков.
Особенности автоматизации и контроля качества
Современные заводы по производству станков для продольной резки оцинкованного листа все чаще оснащаются системами автоматизации и контроля качества. Это позволяет повысить производительность, снизить количество брака и улучшить условия труда. Автоматизация может включать в себя автоматическую подачу материала, автоматическое управление станком и автоматическую очистку режущего инструмента. Контроль качества может осуществляться с помощью датчиков, камер и других устройств, которые позволяют выявлять дефекты реза.
Мы в ООО Фошань Дунгун Машины и Оборудование предлагаем решения по интеграции систем контроля качества в наши станки. Это может быть контроль толщины листа, контроль геометрии реза, контроль наличия дефектов на поверхности. Такие системы позволяют обеспечить высокое качество продукции и снизить риск возникновения проблем с клиентами.
Возможные трудности и пути их решения
Помимо уже перечисленных проблем, при резке оцинкованного листа могут возникать и другие трудности. Например, может происходить деформация листа при резке, особенно при большой длине реза. Чтобы избежать этого, можно использовать специальные приспособления или подкладки. Также может возникать искрение при резке, что может повредить станок или привести к возгоранию. Чтобы избежать этого, нужно использовать специальные электроды и заземлять станок. Недавний случай: у одного клиента постоянно искрил при резке толстого оцинкованного листа. При выяснении оказалось, что заземление было слабое. После его усиления проблема решилась.
И, конечно же, стоит учитывать факторы окружающей среды – влажность, температура. Влажность может способствовать коррозии, а высокая температура может привести к деформации листа. Поэтому важно поддерживать оптимальные условия работы на производстве.
Заключение
Производство станков для продольной резки оцинкованного листа – это сложная и ответственная задача. Но при правильном подходе и использовании современного оборудования можно добиться отличных результатов. Главное – учитывать все особенности материала и правильно выбрать режущий инструмент. И, конечно, не забывать о регулярном обслуживании и контроле качества.
Соответствующая продукция
Соответствующая продукция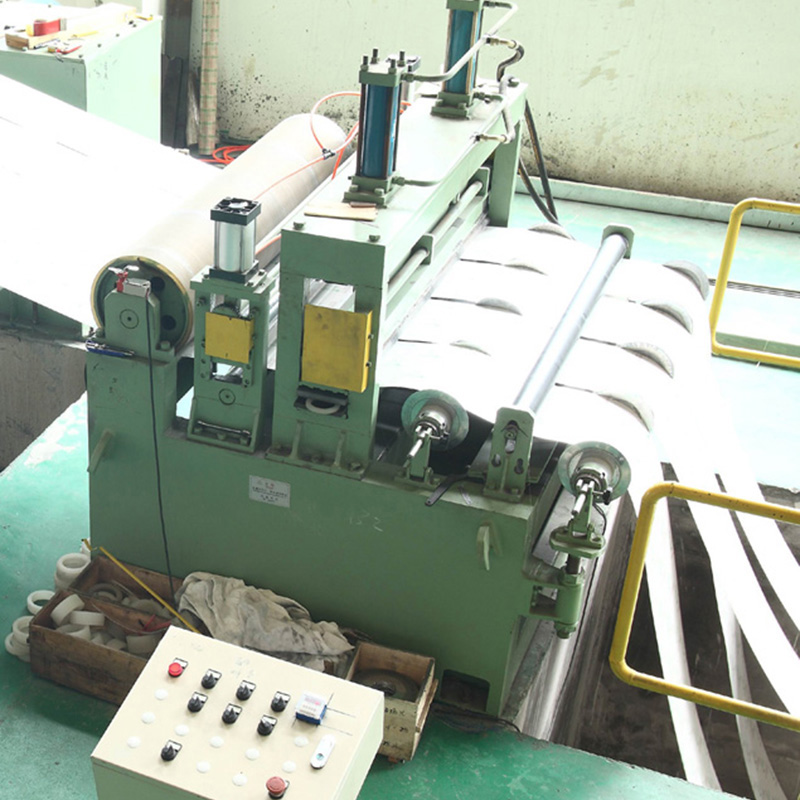








Самые продаваемые продукты
Самые продаваемые продукты








Связанный поиск
Связанный поиск- Станок для правки холоднокатаной стали
- Ведущие страны-поставщики разматывателей для металлорежущих станков в китае
- Ведущий покупатель автоматических машин для продольной резки
- Поставщики прецизионных нивелировочных станков
- Слиттер для никелевой полосы - ведущий покупатель
- Оборудование для продольной резки рулонного металла в китае
- Покупатели занятые в производстве станков для выравнивания прокатных листов из китая
- Китайские производители высокоскоростных летучих ножниц
- Линия продольной резки титановых сплавов
- Ведущие покупатели машин для продольной резки алюминиевой полосы из китая