

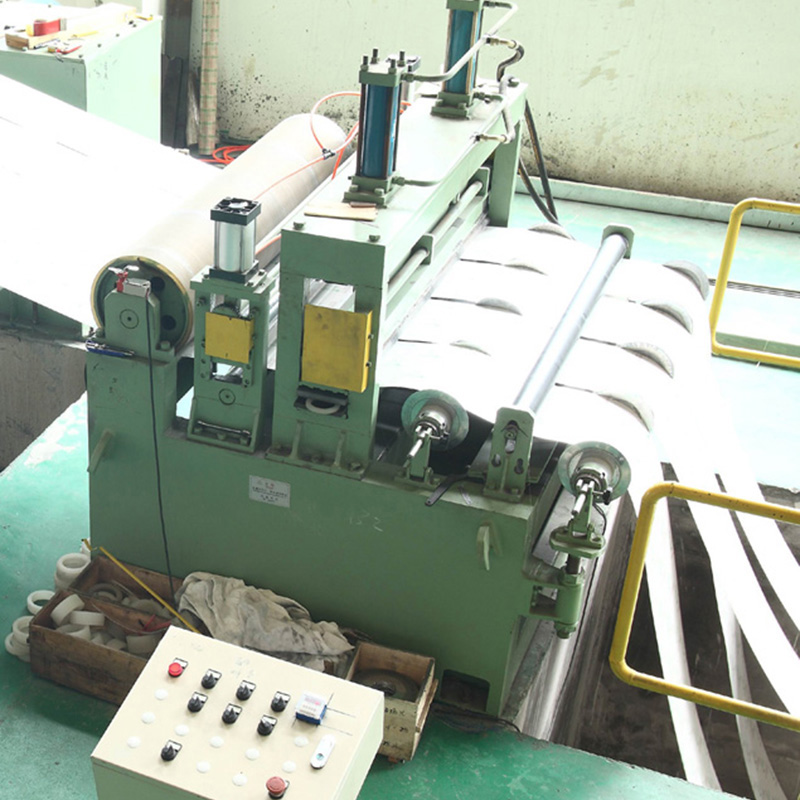
Линия продольной резки алюминиевых сплавов
Продольная резка алюминиевых сплавов – это, на первый взгляд, простая задача. Однако, если углубиться, то обнаруживается целый ряд проблем, требующих особого подхода. Часто новички считают, что достаточно мощного ножа и всё готово. Но это, как правило, приводит к деформациям, задирам и, в конечном итоге, к браку. В этой статье я поделюсь опытом, который был получен при работе с различными алюминиевыми сплавами, и расскажу о деталях, которые не всегда упоминаются в технической документации.
Выбор инструмента: решающий фактор успеха
Первое, с чего стоит начинать – это выбор инструмента. Здесь нужно учитывать не только тип алюминиевого сплава (Д16Т, 6063, 5083 и т.д.), но и его толщину, а также требуемую чистоту реза. Для тонких сплавов, например, 6063, вполне можно обойтись хорошим ленточным резцом. Однако для более толстых или твердых сплавов, таких как 5083 или различные сплавы с добавками магния и цинка, потребуется более серьезный инструмент – например, валковый нож с алмазным покрытием или даже резак с использованием воды (waterjet).
Я лично неоднократно сталкивался с ситуацией, когда экономия на инструменте в итоге приводила к значительно большим потерям из-за необходимости переделывать дефектные детали. Мы однажды пытались резать толстый 5083 на ленточном резце, и результат был ужасным – деформация и задиры, требующие дополнительной обработки. Это стоило нам немалых денег и времени.
Еще один важный момент – скорость реза. Слишком высокая скорость приведет к перегреву инструмента и ухудшению качества реза. Слишком низкая – к износу и снижению производительности. Нужно найти оптимальный баланс, который зависит от конкретного сплава и инструмента.
Ленточные резаки vs. Валковые резаки: сравнение
Ленточные резаки – это более доступное решение, но они не всегда обеспечивают высокую точность и чистоту реза. Они также подвержены износу и требуют регулярной замены ленты.
Валковые резаки, напротив, обеспечивают более точный и чистый рез, особенно при работе с твердыми сплавами. Они также менее подвержены износу, но стоимость их выше.
В нашей компании ООО Фошань Дунгун Машины и Оборудование, мы предлагаем широкий спектр режущего оборудования, включая как ленточные, так и валковые резаки, а также резаки с использованием воды. Выбор конкретного типа инструмента зависит от ваших потребностей и бюджета.
Рекомендации по настройке параметров реза
Настройка параметров реза – это отдельная наука. Нужно учитывать скорость реза, подачу, глубину реза и давление прижимной плиты. Неправильные параметры могут привести к деформациям, задирам и даже поломке инструмента.
Например, при резке тонких сплавов 6063, необходимо использовать более высокую скорость реза и меньшее давление прижимной плиты, чем при резке толстых сплавов 5083. Подачу тоже нужно регулировать – слишком большая подача приведет к перегреву, слишком маленькая – к износу инструмента.
Важно помнить, что параметры реза могут зависеть от состояния инструмента. Изношенный инструмент потребует более низкой скорости реза и более высокого давления прижимной плиты.
Влияние температуры на качество реза
Алюминий очень хорошо проводит тепло, поэтому при резке он быстро нагревается. Перегрев может привести к деформации и ухудшению качества реза. В некоторых случаях может потребоваться использование системы охлаждения для поддержания оптимальной температуры.
Мы однажды столкнулись с проблемой деформации детали при резке толстого сплава 5083 без системы охлаждения. Решение оказалось простым – подключить к резаку систему подачи охлаждающей жидкости. Это значительно улучшило качество реза и позволило избежать деформаций.
Системы охлаждения бывают разных типов – от простых распылителей воды до сложных систем с циркуляцией охлаждающей жидкости. Выбор конкретного типа системы охлаждения зависит от типа резака и толщины материала.
Примеры практических решений и ошибки
Одной из распространенных ошибок является использование слишком слабого прижимного давления. Это приводит к деформации детали и ухудшению качества реза.
Другой ошибкой является использование некачественного инструмента. Это может привести к задирам, сколам и другим дефектам.
Некоторые пользователи пытаются резать алюминий без использования смазочно-охлаждающей жидкости. Это может привести к перегреву, деформации и ухудшению качества реза.
В нашей практике мы успешно применяем различные решения для продольной резки алюминиевых сплавов. Например, для резки толстых сплавов 5083 мы используем валковые резаки с алмазным покрытием и систему охлаждения. Для резки тонких сплавов 6063 мы используем ленточные резаки и регулируем скорость реза и подачу. Мы также предлагаем услуги по настройке оборудования и обучению персонала.
Возможности автоматизации процесса
Автоматизация процесса резки позволяет значительно повысить производительность и снизить затраты. Существуют различные типы автоматизированных резаков, включая роботизированные системы и системы с компьютерным управлением. Автоматизация особенно эффективна при массовом производстве.
Мы предлагаем услуги по автоматизации процесса резки алюминиевых сплавов, включая разработку и внедрение автоматизированных систем. Это позволяет нашим клиентам значительно повысить эффективность производства и снизить затраты.
ООО Фошань Дунгун Машины и Оборудование активно сотрудничает с ведущими производителями оборудования для автоматизации, что позволяет нам предлагать нашим клиентам самые современные и эффективные решения.
В заключение хочу сказать, что продольная резка алюминиевых сплавов – это сложный процесс, требующий внимательного подхода и опыта. Не стоит экономить на инструменте и не забывать о правильной настройке параметров реза. Только тогда можно добиться высокого качества реза и избежать проблем.
Соответствующая продукция
Соответствующая продукция








Самые продаваемые продукты
Самые продаваемые продукты









Связанный поиск
Связанный поиск- Цены на станки для выравнивания листового металла
- листоправильная машина пу 750
- Лучшие покупатели pralko алюминиевый профиль резки машины из китая
- Дешевые планшетные машины
- Ведущий покупатель машин для продольной резки металла для контроля заусенцев
- Металлорежущий станок для резки металла на длину производитель в китае
- Металлорежущий станок для размотки металла производители в китае
- Поставщики толстой пластины машина для продольной резки
- Дешевая машина для продольной резки металла плоскостность
- Установка для продольной резки никелевой полосы