

Линия продольной резки горячекатаного листа
Горячекатаный лист – распространенный материал, и вопрос о его продольной резке часто возникает в различных производственных процессах. Многие считают это относительно простой операцией, однако реальность, как всегда, куда сложнее. Линия продольной резки горячекатаного листа, особенно в условиях промышленного производства, сопряжена с целым рядом технических и эксплуатационных аспектов, которые требуют внимательного подхода и учета специфики материала. В этой статье я хотел бы поделиться своим опытом, основанным на практической работе и столкновении с различными проблемами.
Обзор проблемы и типичные ошибки
Вопрос продольной резки горячекатаного листа часто всплывает при обсуждении логистики производства, оптимизации технологических процессов и повышения эффективности использования материала. На первый взгляд, это простая задача – прорезать лист на нужные отрезки. Но на практике возникают сложности, связанные с деформациями металла, его температурными свойствами и, конечно, точностью требуемого отреза. Самая распространенная ошибка, которую я видел – это недостаточная подготовка оборудования к резке горячекатаного металла. Неправильный выбор инструмента, недостаточная мощность режущего механизма и неадекватные настройки системы управления – всё это приводит к браку, потере материала и, как следствие, к увеличению себестоимости продукции.
Часто встречается и недооценка роли предварительной подготовки материала. Горячекатаный лист имеет свойство деформироваться при охлаждении, что может исказить конечный результат. Этот эффект особенно заметен при работе с большими листами. Поэтому важно учитывать температурные изменения материала и, при необходимости, предусмотреть специальные меры для компенсации деформаций. Без этого, конечно, никак.
Важность выбора режущего инструмента
Выбор режущего инструмента – критически важный момент. Для горячекатаного металла обычно используют пильные ленты с алмазным напылением, но важно правильно подобрать зернистость алмазного напыления под конкретный тип стали и толщину листа. Слишком грубый инструмент приведет к грубому резке и высоким абразивным потерям, а слишком тонкий – к заклиниванию ленты и поломке инструмента. Мы в ООО Фошань Дунгун Машины и Оборудование стараемся предлагать клиентам оптимальные решения, учитывая все эти факторы.
Лично я всегда уделял большое внимание качеству алмазного напыления. Низкое качество напыления приводит к быстрой изнашиваемости инструмента и ухудшению качества реза. Кроме того, важно правильно подобрать скорость резания и подачу ленты, чтобы обеспечить оптимальную производительность и минимизировать риск повреждения инструмента.
Технологические особенности процесса
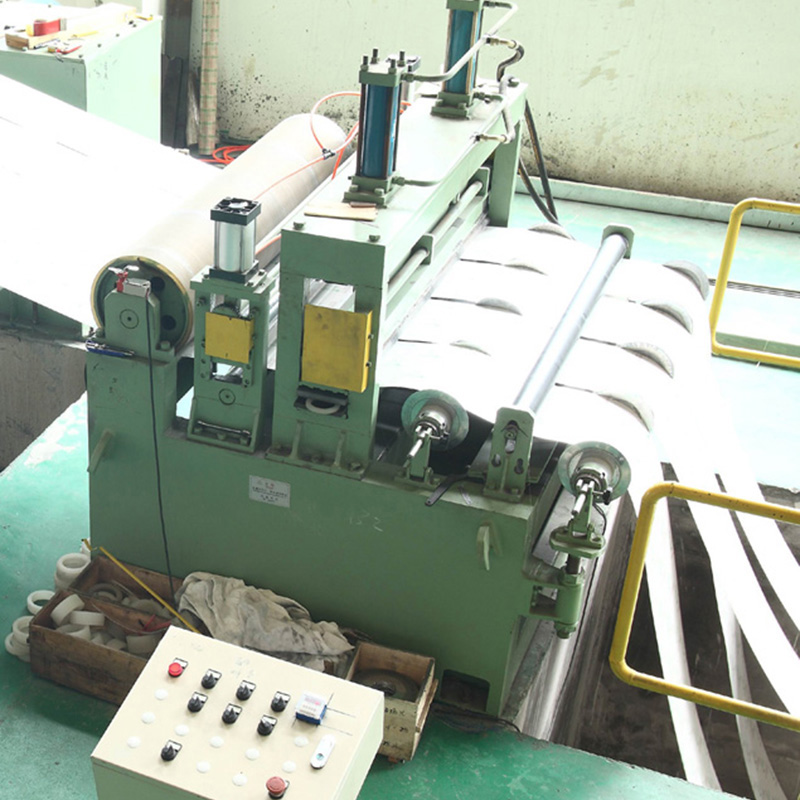
Процесс продольной резки горячекатаного листа предполагает использование специальных станков с ленточным резаком или ножницами. В зависимости от требуемой точности и производительности, можно использовать различные типы оборудования. Ленточные резаки обеспечивают более ровный и чистый рез, но имеют меньшую производительность по сравнению с ножницами. Ножницы, в свою очередь, позволяют быстро и эффективно резать большие объемы материала, но качество реза может быть ниже.
Одним из ключевых факторов, влияющих на качество реза, является контроль вибрации режущего механизма. Вибрации могут привести к деформации листа и ухудшению точности реза. Поэтому необходимо использовать станки с эффективной системой демпфирования вибрации. Кроме того, важно регулярно проводить техническое обслуживание оборудования, чтобы избежать появления новых вибраций.
Проблемы с деформацией материала
Как я уже упоминал, деформация горячекатаного металла при охлаждении – это серьезная проблема. Особенно она актуальна для больших листов. Деформация может приводить к тому, что отрезки не будут соответствовать требуемым размерам. Для компенсации деформации можно использовать специальные системы компенсации, которые автоматически корректируют положение режущего механизма. Также можно использовать методы предварительного нагрева листа, чтобы снизить степень деформации.
В одном из наших проектов мы столкнулись с проблемой деформации при резке толстых листов. Мы использовали систему предварительного нагрева, которая позволила значительно снизить степень деформации и повысить точность реза. Но даже с системой нагрева необходимо постоянно контролировать процесс и при необходимости корректировать настройки оборудования.
Анализ реальных ситуаций и возможные решения
В реальных условиях производства часто возникают различные проблемы, связанные с резкой горячекатаного листа. Например, бывает, что при резке листов с высокой концентрацией дефектов (например, царапин или вмятин) инструмент быстро изнашивается и качество реза ухудшается. В этом случае необходимо использовать более прочный инструмент или прибегнуть к другим методам обработки материала.
Еще одна распространенная проблема – это образование заусенцев на срезах. Заусенцы могут быть опасны при работе с листом и ухудшают внешний вид готовой продукции. Для устранения заусенцев можно использовать специальные инструменты или обрабатывать срезы шлифовальным кругом. Важно также правильно подобрать параметры резания, чтобы минимизировать образование заусенцев.
Оптимизация производственного процесса
Оптимизация производственного процесса – это постоянная задача. Необходимо анализировать каждый этап процесса резки горячекатаного листа и выявлять возможности для повышения эффективности и снижения затрат. Например, можно использовать системы автоматического управления, которые позволяют оптимизировать параметры резания и сократить время простоя оборудования. Также можно использовать системы управления отходами, которые позволяют утилизировать обрезки металла и снизить воздействие на окружающую среду.
Мы часто рекомендуем нашим клиентам проводить аудит производственных процессов, чтобы выявить узкие места и разработать рекомендации по их устранению. В результате можно добиться значительного повышения эффективности производства и снижения себестоимости продукции.
Заключение
Продольная резка горячекатаного листа – это сложный технологический процесс, требующий внимательного подхода и учета множества факторов. Недостаточная подготовка оборудования, неправильный выбор инструмента и неадекватные настройки – всё это может привести к браку, потере материала и увеличению себестоимости продукции. Однако, при правильном подходе и использовании современного оборудования можно добиться высокой точности и эффективности резки. ООО Фошань Дунгун Машины и Оборудование готова предложить вам широкий спектр решений для продольной резки горячекатаного листа, отвечающих самым высоким требованиям.
Соответствующая продукция
Соответствующая продукция








Самые продаваемые продукты
Самые продаваемые продукты








Связанный поиск
Связанный поиск- Поставщики машин для продольной резки рулонов
- Производители станков для выравнивания листов из легированной стали
- Ведущие покупатели машин для продольной резки металла
- Китайские производители летучих ножниц
- Оборудование для правки легированной стали
- Поставщики машин для выравнивания рулонов
- Производитель систем контроля натяжения для выравнивающих машин
- Ведущие покупатели планшетных станков
- Листогибочный станок для обработки листового металла в китае
- Поставщики разматывателей для металлорежущих станков