

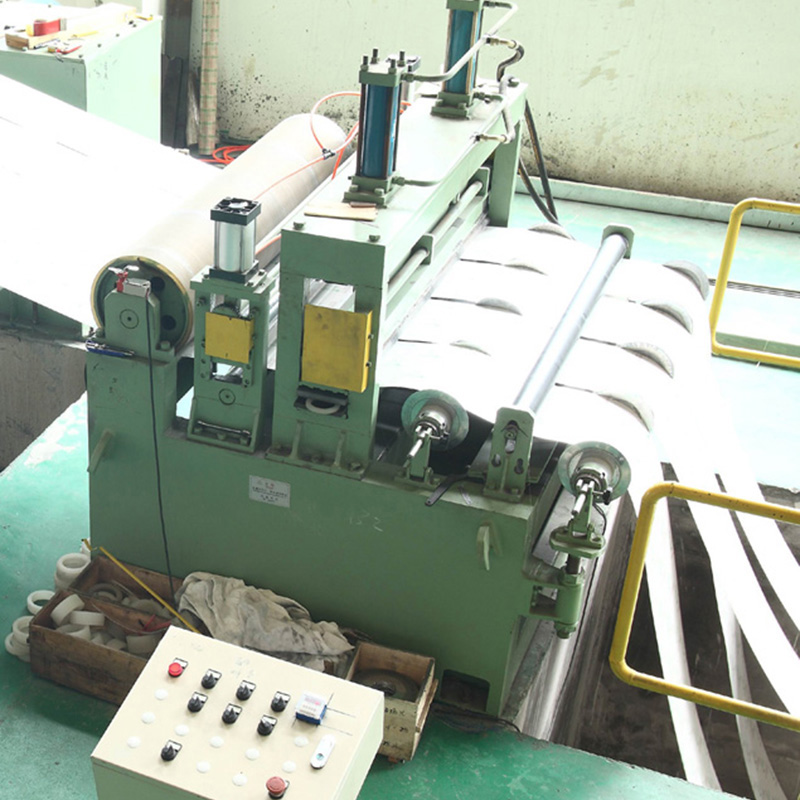
Линия продольной резки лужёной жести
Продольная резка лужёной жести – задача, кажущаяся простой на первый взгляд. Но опыт показывает, что за кажущейся простотой скрывается целый комплекс нюансов, влияющих на качество и производительность. Часто конструкторы и даже опытные операторы недооценивают важность правильного выбора инструмента, параметров резки и подготовки материала. Это приводит к дефектам, повышенному износу оборудования и, как следствие, снижению эффективности производства. Хочу поделиться некоторыми наблюдениями и практическими советами, основанными на многолетнем опыте работы с подобным оборудованием.
Введение: Почему важно правильно организовать линию продольной резки?
Начнем с того, что продольная резка луженой жести – это не просто разрезание листа. Это сложный процесс, требующий учета множества факторов: толщины материала, качества лужения, типа используемого инструмента и скорости резки. Неправильно настроенная или изношенная режущая головка может привести к задирам, деформациям, сколам и даже к полному разрушению материала. Да и проблема с зацеплением материала, особенно при больших листах, – это отдельный разговор.
Мы часто видим, как предприятия, переходящие на автоматизированные линии продольной резки, сталкиваются с неожиданными проблемами. Например, повышенный процент брака, частые поломки оборудования, необходимость частого обслуживания. И все это из-за того, что не была проведена должная настройка и калибровка системы.
Выбор режущего инструмента: что нужно учитывать?
Выбор подходящего режущего инструмента – это критически важный этап. Для лужёной жести обычно используют вальцевые резаки или ножницы. Вальцевые резаки обеспечивают более гладкую и ровную линию реза, что особенно важно для деталей, требующих высокой точности. Ножницы же, как правило, дешевле и проще в обслуживании. Однако, они могут оставлять более заметные задиры и деформации.
При выборе инструмента необходимо учитывать толщину материала и его качество. Для более толстой или более качественной лужёной жести потребуется инструмент с более твердым сплавом и более острым лезвием. И, конечно, не стоит забывать о скорости резки. Слишком низкая скорость может привести к задирам и деформациям, а слишком высокая – к быстрому износу инструмента. В нашей практике, особенно при работе с различными марками лужёной жести, часто приходится экспериментировать с разными типами режущих голов.
Параметры резки и их влияние на качество материала
Параметры резки – это, пожалуй, самый важный фактор, влияющий на качество продольной резки. К ним относятся скорость резки, давление режущей головки, угол наклона режущего инструмента и частота вращения валов. Необходимо тщательно настроить все эти параметры для каждого типа материала и инструмента.
Мы часто сталкиваемся с ситуациями, когда операторы настроивают параметры резки 'на глаз', не имея четкого понимания их влияния на результат. Это, как правило, приводит к непредсказуемым результатам и повышенному проценту брака. Поэтому важно проводить тщательные эксперименты и калибровки, используя контрольные образцы.
Типичные проблемы и способы их решения
В процессе работы с линией продольной резки лужёной жести могут возникать различные проблемы. Например, зацепление материала, образование задиров, деформация материала, поломка инструмента. Для решения этих проблем необходимо тщательно анализировать причины их возникновения и принимать соответствующие меры.
Часто причиной зацепления материала является неравномерность поверхности листа или неправильная настройка прижимной силы. Для устранения этой проблемы необходимо тщательно выровнять поверхность листа и настроить прижимную силу в соответствии с рекомендациями производителя оборудования.
Образование задиров часто связано с износом режущего инструмента или неправильным выбором параметров резки. В этом случае необходимо заменить инструмент или изменить параметры резки.
Опыт ООО Фошань Дунгун Машины и Оборудование (ООО Фошань Дунгун Машины и Оборудование) и автоматизация процессов
Компания ООО Фошань Дунгун Машины и Оборудование активно внедряет современные решения в области продольной резки. Мы уделяем особое внимание автоматизации процессов и оптимизации параметров резки. Наши клиенты, производящие, например, элементы корпусов бытовой техники или детали для автомобильных комплектующих, отмечают значительное увеличение производительности и снижение затрат на производство после внедрения автоматизированных линий.
В частности, мы разработали систему автоматической калибровки режущих голов, которая позволяет поддерживать стабильное качество резки даже при больших объемах производства. Это особенно важно для лужёной жести, которая может быть подвержена деформациям при транспортировке и хранении.
Заключение: не забывайте про профилактику
В заключение хочу еще раз подчеркнуть, что линия продольной резки лужёной жести – это сложный технологический процесс, требующий тщательной настройки, регулярного обслуживания и квалифицированного персонала. Не стоит экономить на качестве инструмента и на обучении персонала. Это окупится в долгосрочной перспективе.
Регулярная профилактика, своевременная замена изношенных деталей и тщательный контроль параметров резки – это залог стабильной работы оборудования и высокого качества продукции. И помните: правильная организация продольной резки лужёной жести – это инвестиция в будущее вашего производства.
Соответствующая продукция
Соответствующая продукция








Самые продаваемые продукты
Самые продаваемые продукты








Связанный поиск
Связанный поиск- Установка для продольной резки толстых металлических листов
- Поставщики листового металла slitter
- Станок для продольной резки оцинкованного листа
- Поставщики экструдеров двойного действия
- Ведущие китайские покупатели листоправильных машин mlch 1725
- Покупатели из китая
- Топ стран-покупателей для листогибов в китае
- Лист металла резки машина с чпу цена
- Выравнивающий станок для продольной резки металла в китае
- Цены на листогибочные машины