

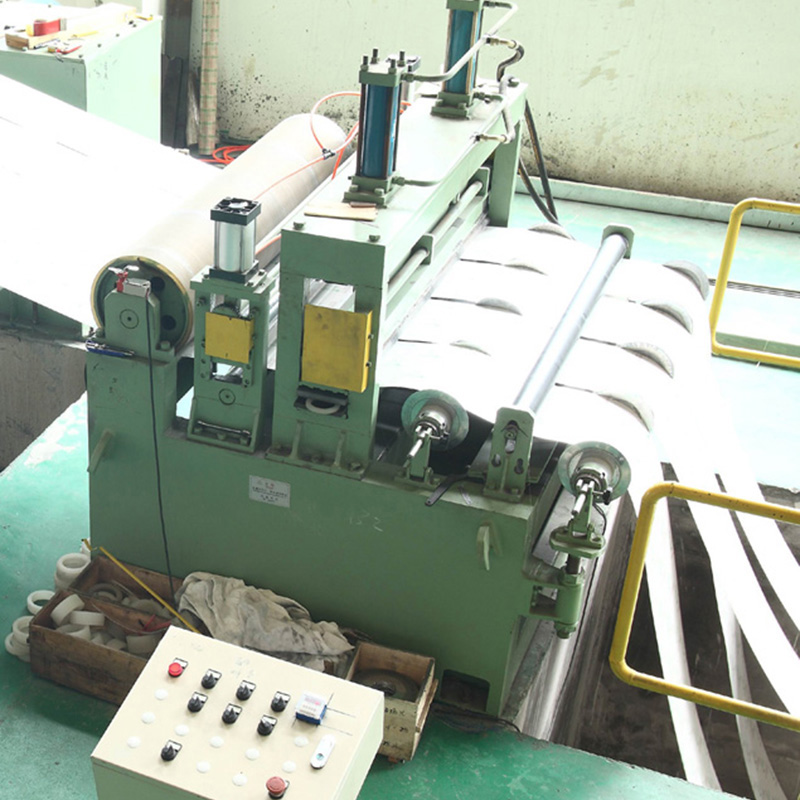
Линия продольной резки меди
Линия продольной резки меди – звучит просто, но на практике всё оказывается гораздо сложнее. Многие новички воспринимают это как прямолинейную задачу – подал заготовку, прорезал, получил результат. Но реальность такова, что успех зависит от множества факторов: от качества материала, типа режущего инструмента, параметров реза и даже от технологического режима. В этой статье я поделюсь своими наблюдениями и опытом, накопленным за годы работы в сфере обработки металлов, особенно с медными сплавами. Будем говорить не о теоретических выкладках, а о том, что действительно работает, а что лучше избегать.
Основные этапы и распространенные проблемы
В общем случае, процесс продольной резки меди включает в себя подачу заготовки, формирование режущей кромки, собственно рез и, возможно, последующую обработку края. Наиболее частая проблема, с которой сталкиваюсь – это задиры и неровности на срезе. Особенно заметно это при работе с более твердыми или загрязненными материалами. Часто причина кроется в неправильном выборе режущего инструмента или его износе. Иногда проблема скрывается в недостаточной подаче или скорости реза, что приводит к перегреву материала и, как следствие, к дефектам.
Еще одна распространенная ошибка – недостаточное охлаждение. Медь, особенно в больших сечениях, выделяет значительное количество тепла при резке. Без адекватного охлаждения, инструмент быстро изнашивается, а качество реза ухудшается. Мы однажды столкнулись с этим при резке толстых медных листов для производства комплектующих для автомобильной промышленности. Поначалу все шло хорошо, но после нескольких проходов инструмент начал затупляться, а срезы покрывались окалиной. Пришлось срочно прервать процесс и заменить режущую головку, что, конечно, привело к задержке производства.
Выбор режущего инструмента: ключевой момент
Выбор инструмента – это, пожалуй, самый важный фактор. В зависимости от толщины и твердости меди, а также от требуемой точности реза, используются разные типы режущих инструментов. Для тонкой меди часто применяются алмазные резцы, для более толстой – резцы с твердосплавными вставками. Не стоит забывать и о геометрии режущей кромки – она должна быть оптимизирована для конкретного материала и задачи. Мы часто используем резцы с канавками для отвода стружки, что позволяет снизить трение и улучшить качество реза.
Иногда я вижу, как люди пытаются использовать универсальные резцы для всех задач. Это, как правило, приводит к посредственным результатам и быстрому износу инструмента. Важно понимать, что каждый материал имеет свои особенности, и для оптимального результата требуется подобрать соответствующий инструмент. В нашем случае, для работы с различными медными сплавами, мы используем целый арсенал резцов разной геометрии и с разным типом покрытия. Это позволяет нам достигать высокой точности и минимизировать дефекты.
Оптимизация параметров реза
Правильный выбор параметров реза – еще один важный аспект. Скорость реза, подача и глубина реза должны быть оптимизированы для конкретного инструмента и материала. Слишком высокая скорость может привести к перегреву и дефектам, а слишком низкая – к износу инструмента и ухудшению качества реза. Идеальный режим – это тот, который обеспечивает оптимальный баланс между скоростью, подачей и глубиной реза. Мы часто используем специальные программы для расчета параметров реза, которые учитывают все необходимые факторы. Это позволяет нам избежать ошибок и достигать максимальной эффективности.
Я помню случай, когда мы работали над проектом по производству декоративных элементов из меди. Сначала мы использовали параметры реза, рекомендованные производителем инструмента. Но результат оказался неудовлетворительным – срезы были неровными и покрытыми задирами. После анализа ситуации мы выяснили, что скорость реза была слишком высокой для данного инструмента и материала. После корректировки параметров реза качество реза значительно улучшилось, и мы получили идеальные детали. Этот опыт научил нас не слепо следовать рекомендациям производителя, а проводить собственные испытания и оптимизировать параметры реза для каждой конкретной задачи.
Проблемы с подачей и их решение
Проблема с подачей часто связана с неправильной настройкой системы подачи или с использованием неподходящих направляющих. Слишком медленная подача может привести к перегреву материала, а слишком быстрая – к поломке инструмента. Важно, чтобы подача была равномерной и стабильной, независимо от толщины материала и скорости реза. Мы обычно используем специальные роликовые направляющие для обеспечения равномерной подачи. Они помогают избежать перекосов и деформаций материала, что особенно важно при резке тонкой меди.
У нас в цеху установлены автоматизированные линии резки, где система подачи контролируется компьютером. Это позволяет нам поддерживать стабильную подачу и избегать ошибок, связанных с человеческим фактором. Кроме того, мы используем датчики, которые отслеживают нагрузку на инструмент и автоматически регулируют подачу, если нагрузка превышает допустимый уровень. Это помогает защитить инструмент от поломки и обеспечить высокое качество реза.
Особенности резки различных сплавов меди
Следует помнить, что различные сплавы меди обладают разными свойствами и требуют различного подхода при резке. Например, медь с добавлением цинка более твердая и хрупкая, чем чистая медь, и требует более аккуратной обработки. Резка латуни, например, может приводить к образованию окалины, которую необходимо удалять после резки. Мы тщательно изучаем характеристики сплава перед началом работы и подбираем оптимальные параметры реза и инструменты. Это позволяет нам избежать проблем и получить идеальный результат.
При работе с латунью мы часто используем специальные охлаждающие жидкости, которые предотвращают образование окалины и снижают трение. Кроме того, мы используем специальные инструменты с покрытием, которое обеспечивает лучшую устойчивость к коррозии. Для чистой меди мы используем алмазные резцы с канавками для отвода стружки. Этот подход позволяет нам достигать высокой точности и минимизировать дефекты при резке различных сплавов меди.
Подведение итогов: личный опыт и рекомендации
Линия продольной резки меди – это не просто технический процесс, а сложная инженерная задача, требующая знаний, опыта и внимания к деталям. Не стоит недооценивать важность выбора режущего инструмента, оптимизации параметров реза и правильной настройки системы подачи. Тщательное изучение характеристик материала и учет особенностей сплава – это залог успеха. Наше предприятие ООО Фошань Дунгун Машины и Оборудование специализируется на поставках и обслуживании оборудования для обработки металлов, включая линии продольной резки меди. Мы всегда готовы помочь вам выбрать оптимальное решение для вашей задачи.
Если коротко, то я бы рекомендовал начинающим не спешить с универсальными решениями, а начинать с простых и проверенных. Например, для начала можно попробовать использовать алмазный ролик с регулируемой подачей. Это позволит вам получить базовые навыки и избежать ошибок, связанных с неправильным выбором инструмента и параметров реза. А затем, по мере накопления опыта, вы сможете перейти к более сложным решениям.
Соответствующая продукция
Соответствующая продукция








Самые продаваемые продукты
Самые продаваемые продукты






Связанный поиск
Связанный поиск- Поставщики машин для выравнивания листов
- Установки для резки алюминия
- Оборудование для правки горячекатаной стали
- Листогибочный станок для жести
- Производитель станков для продольной резки рулонов
- Ведущий покупатель роликовых ножниц
- Pu 750 листоправильная машина из китая
- Производитель автоматических однопильных станков для резки алюминиевого профиля в китае
- Устройство для защиты от царапин для нивелировочного станка в китае
- Линия продольной резки электротехнической стали