

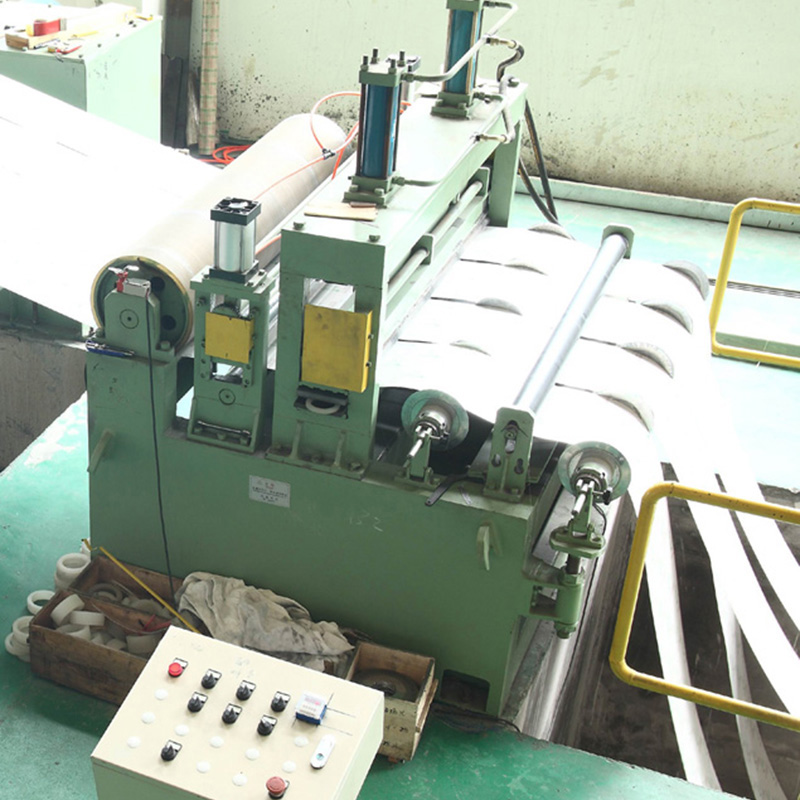
Линия продольной резки толстолистового металла
Ну что, поговорим о линии продольной резки толстолистового металла? Казалось бы, простая операция – разрезаешь лист пополам. Но на практике всё гораздо интереснее. Часто клиенты приходят с такими задачами, а потом удивляются неожиданным проблемам: задиры, неровности, сложность точной раскройки. И это только верхушка айсберга. За годы работы мы накопили немало опыта, и решил поделиться некоторыми мыслями, которые могут пригодиться. Начну с того, что многие недооценивают влияние материала, его толщины, марки стали и даже температуры окружающей среды. В итоге – разочарование и переделки.
Предварительная подготовка: фундамент качественного реза
Первое, что стоит учитывать – это подготовка металла. Не стоит просто кидать лист на линию продольной резки и ожидать чудес. Необходима тщательная очистка от ржавчины, грязи, остатков масла. Особенно это актуально для сталей с высоким содержанием углерода, они очень чувствительны к загрязнениям. Иногда помогает легкая шлифовка, чтобы обеспечить ровную поверхность. Не поленитесь проверить наличие дефектов – вмятин, царапин, деформаций. Они могут повлиять на результат резки и привести к нежелательным последствиям. Важно помнить, что даже незначительные неровности могут привести к смещению режущего инструмента и, как следствие, к неточности разреза.
Мы часто сталкиваемся с ситуацией, когда заказчик считает, что очистки достаточно, но на практике выясняется, что остатки масла или следы окисления приводят к образованию задиров и ухудшают качество поверхности после резки. Иногда помогает использование специальных обезжиривателей. А если работаете с нержавейкой, не забудьте про специальную смазку для режущего инструмента – она значительно увеличивает срок его службы и улучшает качество реза.
Выбор режущего инструмента и технологического процесса
Тип режущего инструмента – ключевой фактор. Для толстолистового металла обычно используются ленточные пилы с алмазным или керамическим полотном, а также резаки на основе дисковых пил. Выбор конкретного инструмента зависит от толщины металла, требуемой точности и бюджета. Ленточные пилы обеспечивают более чистый рез, но и стоимость их выше. Резаки более дешевы, но качество реза может быть хуже, особенно на толстых листах.
Важно правильно подобрать скорость резания. Слишком высокая скорость приведет к перегреву инструмента и ухудшению качества реза. Слишком низкая – к заклиниванию полотна. Учитывайте также тип стали. Для твердых марок стали требуется более агрессивный инструмент и более низкая скорость резания. Мы работаем с различными марками, и, честно говоря, каждый раз приходится немного подстраиваться под конкретный материал. Например, при работе со сталью марки 40Х, нужно обязательно использовать режущие смазки для улучшения качества реза и продления срока службы полотна.
Влияние толщины металла и деформация листа
Чем толще металл, тем сложнее добиться ровного разреза. На толстых листах больше вероятность возникновения деформации, особенно при резке по длинной линии. Для борьбы с этим эффектом рекомендуется использовать специальные приспособления – упоры, подкладки, прессы. Они помогают поддерживать лист в нужном положении и предотвращают его деформацию в процессе резки. К тому же, использование этих приспособлений помогает добиться большей точности разреза.
В одном из недавних проектов, где мы выполняли раскрой листов толщиной 20 мм из высокопрочной стали, деформация листа стала серьезной проблемой. Мы экспериментировали с различными приспособлениями, но успех пришел только после использования специальной системы позиционирования, разработанной нашим инженером. Эта система позволяла точно фиксировать лист в нужном положении и предотвращать его деформацию при резке. Это, конечно, увеличило стоимость, но позволило добиться требуемой точности и качества.
После резки: обработка кромок и контроль качества
После резки необходимо провести обработку кромок. Обычно это включает в себя удаление задиров, шлифовку и полировку. Это не только улучшает внешний вид изделия, но и предотвращает травмирование персонала. Также важно провести контроль качества разреза – проверить наличие дефектов, таких как задиры, сколы, неровности. Для этого можно использовать различные инструменты – штангенциркуль, микрометр, оптические измерители. На нашей площадке есть несколько таких приборов, и мы всегда проводим тщательный контроль качества перед отправкой изделий клиенту.
Мы часто рекомендуем нашим клиентам использовать специальные сварочные аппараты для обработки кромок. Это позволяет получить более ровную и гладкую поверхность, а также предотвратить коррозию. Конечно, это увеличивает стоимость изделия, но в долгосрочной перспективе это может окупиться за счет увеличения срока службы изделия. Компания ООО Фошань Дунгун Машины и Оборудование производит и поставляет широкий спектр оборудования для металлообработки, включая режущие станки, которые помогут вам решить эти задачи.
Особенности резки с использованием линии продольной резки для различных марок стали
Если вы работаете с различными марками стали, важно учитывать их особенности. Например, резка мягких марок стали (например, Ст3) выполняется без особых проблем. Но при работе с высокоуглеродистыми сталями (например, 40Х) необходимо использовать специальные режущие смазки и более агрессивный инструмент. При резке нержавеющей стали (например, 304) необходимо использовать инструмент с алмазным покрытием и обеспечивать хорошую вентиляцию, чтобы избежать перегрева.
Один из распространенных ошибок – использование универсальной режущей смазки для всех видов стали. Это может привести к ухудшению качества реза, увеличению износа инструмента и даже к коррозии металла. Важно подбирать смазку в соответствии с маркой стали и условиями работы. В нашем сервисе мы предлагаем широкий выбор режущих смазок, и наши специалисты помогут вам выбрать оптимальный вариант.
Проблемы, возникающие при резке тонколистового металла на линии продольной резки
Несмотря на кажущуюся простоту, резка тонколистового металла (до 3 мм) также может представлять определенные трудности. Часто возникает проблема с деформацией листа, особенно при резке длинных прямых линий. Также может возникнуть необходимость использования специальных приспособлений для фиксации листа и предотвращения его провисания. Кроме того, при резке тонколистового металла необходимо использовать более мягкий режущий инструмент, чтобы избежать его поломки.
В некоторых случаях, для обеспечения более точного разреза, используется метод 'резки с двух сторон'. То есть, лист разрезается пополам, а затем обе половинки разрезаются на нужные куски. Это позволяет избежать деформации листа и обеспечить более ровный и аккуратный рез. Мы рекомендуем этот метод для резки тонколистового металла сложной формы.
Заключение
Итак, линия продольной резки толстолистового металла – это не просто станок, это комплексная операция, требующая внимания к деталям и учета множества факторов. Надеюсь, мои наблюдения и рекомендации помогут вам избежать распространенных ошибок и добиться желаемого результата. Не бойтесь экспериментировать, но всегда начинайте с предварительной подготовки и тщательного выбора инструмента. И, конечно, не забывайте про контроль качества.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты







Связанный поиск
Связанный поиск- Ведущий покупатель высокоскоростных планшетных станков
- Ультра-толстый стальной лист выравнивания машины в китае
- Ведущие покупатели нивелировочных станков для обработки листового металла из китая
- Производители станков для продольной резки металла контроль заусенцев
- Производители автоматических машин для продольной резки
- станок для резки металла лазером с чпу
- Поставщики энергоэффективных экструдеров
- Дешевая машина для продольной резки металлической полосы
- Установка для выравнивания тонких плит
- Поставщики машин для выравнивания плит ubr